

Boeing India

Task at Hand
As the Multimodal International Hub Airport at Nagpur (MIHAN) is the only international airport in Maharashtra state, Maharashtra Airport Development Company (MADC) decided to develop a Special Economic Zone (SEZ) that will come up at MIHAN.
The project aimed to deliver a world class passenger and cargo traffic facility. MADC also decided to continue the delayed project of building a Maintenance, Repair and Overhaul (MRO) facility. The MRO facility, built by the American aircraft manufacturer Boeing, occupies 50 acres of land at the airport.
The $100 million project has two 100 x 100 meter hangars, constructed by Larsen & Toubro, to accommodate wide-body aircraft and another 24,000 square meters area for allied work. For this very prestigious project, the requirement was for high concrete grade of M40 and considering the very good past experience with DCP product systems, L&T project team approached DCP technical staff to tailor-made an SNF based admixture as per their mix design requirements.
DCP technical staff set the desired product after a focused innovative development process with certain number of trials.
DCP SOLUTION
After successful trials, DCP technical team has given customised tailor-made solution to L&T, Supaflo SPL which is a high range water reducing admixture was given as a final product, L&T opted to go for SNF based admixture considering the techno commercial feasibility of the product as per the requirement of the project, DCP supplied in both phases, phase 1 for Boeing facility and phase 2 for engine test facility both facilities were part of the same Boeing project , DCP supplied Supaflo SPL with full technical support and made nonstop supply and there was no single quality issue and the product was appreciated for its high quality, consistency in supply and performance , product has exhibited the following characteristics:
- Higher strength with same cement content, minimising segregation & on site problems by improving cohesion.
- Excellent slump retention.
- Improved workability has reduced placing and compaction problems.
Overall cost was reduced and good durability was achieved. L&T team was satisfied with overall product performance.
For more information on the case study, download the attached file. You can find it right under "Project Info". Follow us on social media for more interesting case studies!

New Doha International Airport - NDIA
The New Doha International Airport (NDIA) project at completion made it the second largest airport in its region, with it featuring two of the longest commercial runways in the world.
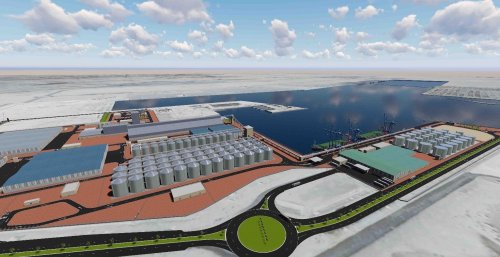
Strategic Food Security Facilities SFSF - Hamad Port
The Strategic Food Security project at Hamad Port consisted of constructing specialized facilities for processing, manufacturing, and refining rice, raw sugar, and edible oils, which will be available for local, regional, and global use.

Lusail Plaza Towers
The Lusail Plaza Towers project is one of the most iconic constructions in Qatar, comprising four mixed-use towers (residential, commercial, and retail) located on the coast of the Arabian Gulf at the eastern end of